Wyposażenie zakładu naprawczego
TEZAR 1 i TEZAR 2
Dwa stanowiska diagnostyczne TEZAR 1 i TEZAR 2 do badań odbiorczych układu hamulca wagonów towarowych, osobowych, a także innych pojazdów szynowych wyposażonych w zawory rozrządcze systemów:
Zawory poddawane są programowi prób przewidzianych dla danego typu zaworu rozrządczego zgodnymi z stosownymi normami UIC
oraz TSI. Badanie odbywa się w sposób całkowicie automatyczny pozostając jednocześnie pod ścisłą kontrolą diagnosty przeprowadzającego proces. Pozytywny wynik badania zostaje zapisany w pamięci urządzenia odbiorczego w postaci protokołu odbiorczego, którego wydruk zostaje dołączony jako załącznik Świadectwa Jakości
dla klienta.

do badania zaworów rozrządczych
sterowane programem badawczym TEZAR 1
Stanowisko do badania głównych zaworów maszynisty
Analogowe stanowisko do badań odbiorczych zaworów głównych maszynisty. Program prób, którym poddawane są krany maszynisty
na danym stanowisku zgodny jest ze stosownymi normami UIC oraz TSI.
Diagnosta przeprowadzający próby kontroluje przebieg procesu kontroli zaworu, a w razie potrzeby wykonuje dodatkowe czynności regulacyjne. Po pomyślnym przeprowadzeniu badania protokół z wypełnionymi wynikami poszczególnych prób zostaje przekazany Kontrolerowi Jakości do ostatecznej weryfikacji.
Stanowisko do badania zaworów rozrządczych LST1
Analogowe stanowisko przeznaczone do badań odbiorczych zaworów rozrządczych systemu Oerlikon typu LST1. Instalacja ta połączona
jest za stanowiskiem do badania zaworów głównych maszynisty
i stymuluje połączenie wagonu z lokomotywą.
Zawory rozrządcze typu LST1 poddawane są programowi prób zgodnym ze stosownymi normami UIC oraz TSI. Badanie podobnie
jak w przypadku zaworów głównych maszynisty jest pod ścisłą kontrolą diagnosty przez całość trwania, a jego pozytywny przebieg wieńczy przekazanie protokołu z badania Kontrolerowi Jakości.
Stanowisko do demontażu i montażu nastawiaczy klocków hamulcowych DRV SAB
Stanowisko jest urządzeniem wolnostojącym przeznaczonym
do demontażu i montażu klocków hamulcowych serii DRV 2A i DRV 3A.
Ze względu na siły, jakie występują podczas pracy urządzenie powinno być zakotwiczone do podłoża. Montaż nastawiaczy klocków hamulcowych przeprowadzane jest w oparciu
o Warunki Techniczne Wykonania i Odbioru opracowane
przez producenta SAB.
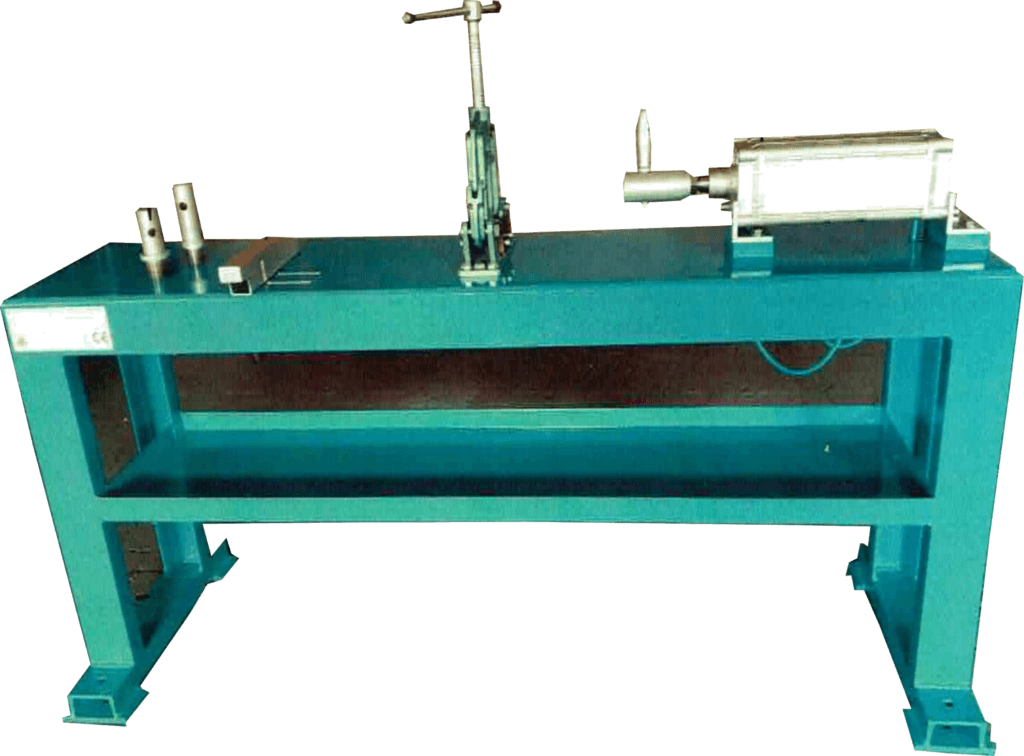
klocków hamulcowych DRV
Stanowisko do badania nastawiaczy klocków hamulcowych DRV SAB
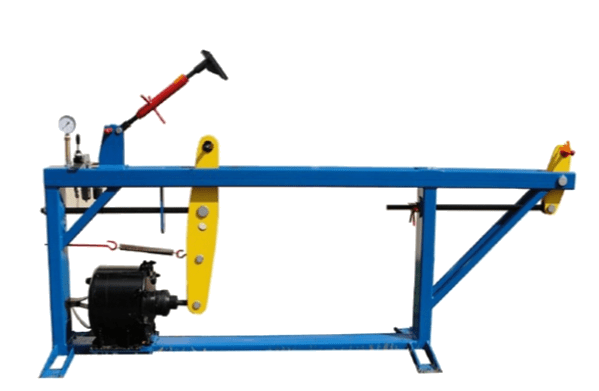
Stanowisko przeznaczone jest do badania nastawiaczy klocków hamulcowych poprzez stworzenie na stanowisku warunków
w jakich pracują one na pojeździe.
Na stanowisku możliwe jest stymulowanie hamowania
z zużytymi lub nowymi okładzinami hamulcowymi, które są zastąpione nakrętką na śrubie, gdzie można zwiększać lub zmniejszać umowną odległość klocka od koła.
Po ustawieniu zwiększonego lub zmniejszonego luzu nastawiacz powinien odpowiednio zareagować regulując luz na taki, jaki mamy nastawione na drążku sterującym nastawiacza.
Na stanowisku wykonywane są 3 próby:
– próba skracania
– próba wydłużania
– powtórna próba skracania.
Operator stanowiska ocenia poprawność działania nastawiacza.
Myjka TORRENT 500

Profesjonalna myjka ciśnieniowa wykonana z wysokiej jakości stali nierdzewnej, przystosowana idealnie do usuwania silnych zanieczyszczeń części zaworów wykonanych m.in. z takich materiałów
jak stal, żeliwo i stopy innych metali.
Mycie odbywa się w obiegu zamkniętym w temperaturze 60°C z dodatkiem środka do czyszczenia aluminium. Efekty profesjonalnego oczyszczenia zaworów można zobaczyć w zakładce
’Wizualne efekty regeneracji zaworów’.
Tokarka do metalu
Tokarka do metalu to obrabiarka, której przeznaczeniem jest obróbka przedmiotów o powierzchni brył obrotowych, a więc tych o kształcie wałka, stożka, kuli, ale również gwintów wewnętrznych,
jak i zewnętrznych.
Obróbkę skrawaniem, która odbywa się na tokarce, nazywa
się toczeniem. Toczenie wykonywane jest poprzez wprawianie w ruch obrotowy przedmiotu, który ma być obrobiony, a następnie jego skrawanie odpowiednim narzędziem obróbczym, którym najczęściej
jest po prostu nóż tokarski.
Istnieje kilka rodzajów toczenia, które różnią się między sobą rodzajem narzędzia, położeniem osi obrotu przedmiotu obrabianego
oraz kierunkiem ruchu posuwowego.
Rozwój nowoczesnych technologii sprawił,
że konwencjonalne tokarki do metalu odchodzą
już powoli w zapomnienie i są wykorzystywane raczej
w mniejszych warsztatach niż dużych zakładach produkcyjnych,
gdzie korzysta się z tokarek, które wyposażone są w sterowanie numeryczne.
Wiertarka stołowa
Wiertarka stołowa to urządzenie wszechstronne w odniesieniu
do rodzaju materiału, ponieważ pozwala na wykonywanie otworów
nie tylko w drewnie, ale również w takich metalach jak: żeliwo, stal, brąz, aluminium oraz w plastiku.
Różnorodne parametry tych materiałów, ich twardość i struktura wymagają odmiennych warunków pracy, które zapewnia sztywny montaż urządzenia. Oznacza to, że podczas pracy głowica pozostaje nieruchoma, a wiertło porusza się w płaszczyźnie pionowej gwarantując precyzyjny otwór.
Funkcjonowanie wiertarki stołowej jest bardzo proste i sprowadza
się do wykonywania precyzyjnych ruchów w pozycji pionowej przy jednoczesnym braku możliwości przemieszczania na boki. Sztywna konstrukcja i odpowiednie umocowanie głowicy bez żadnych luzów zapobiega powstawaniu drgań, dzięki czemu otwór zachowuje wymagane parametry i jest wykonany idealnie. Głowica przesuwa
się w pozycji pionowej wraz z wrzecionem, na którym została zamocowana, przemieszczającym się wewnątrz kolumny.
Tokarko – szlifierka OUS-1
Postawowym urządzeniem wyposażenia Zakładu Naprawczego
jest Tokarko – Szlifierka typu OUS-1.
Przykładową czynnością, którą umożliwia to narzędzie jest szlifowanie powierzchni gumy w zaworku
na określoną wysokość, regulacja wysunięcia krążka gumowego,
a także polerowanie powierzchni trzonu zaworka.
Dynamometr elektroniczny – SAUTER

SAUTER FH 500 N
W zaworze występuje wiele rodzajów sprężyn, które powinny
być sprawdzone. Wszystkie sprężyny kontrolowane są za pomocą siłomierza elektronicznego model FH produkcji Sauter według tabeli sprężyn. Sprawdzeniu podlega przede wszystkim długość sprężyny, średnica drutu, a także jej powłoka ochronna. W przypadku stwierdzenia jakiejkolwiek niezgodności niezwłocznie wymieniane są one na nowe.